قالبسازی علمی در صنعت تزریق پلاستیک
شرکت نوآوران علوم مهندسی پویا با ارائه خدمات در زمینه طراحی و ساخت قالب های تزریق پلاستیک آماده خدمت رسانی به مشتریان عزیز در زمینه تولید قطعات پلاستیکی با تکنولوژی روز و کیفیت بسیار بالا در تیراژهای مختلف (ارائه خدمات تزریق پلاستیک تیراژ محدود در کنار طراحی قالب های دائم تزریق پلاستیک) می باشد. طراحی و ساخت علمی قطعات پلاستیکی بر اساس خواص و رفتار پلیمر امر بسیار مهمی است که می بایست در طراحی علمی قالب های تزریق پلاستیک مدنظر قرار داده شود. خدمات قالبسازی علمی ، سریع و ارزان به صورت تخصصی در این مرکز در اختیار مشتریان قرار داده می شود. همچنین با استفاده از نرم افزار MOLDFLOW ، تحلیل و شبیه سازی فرآیند تزریق پلاستیک به صورت علمی صورت می پذیرد.
بدون شک، مهمترین ویژگی مواد پلاستیکی، به عنوان یک خانواده عمومی، گستردگی آنهاست.
در راستای ارتقای سطح دانش همکاران و عزیزان در زمینه تکنولوژی تزریق پلاستیک; مطالب زیر در اختیار علاقه مندان قرار گرفته است.
آشنایی با علم پلیمر در راستای قالبسازی علمی ، سریع و ارزان در صنعت تزریق پلاستیک بسیار مهم می باشد. از این رو امیدواریم تا مطالب زیر بتواند به علاقه مندان این صنعت برای ساخت قطعات پلاستیکی کمک شایانی کند.
بررسی خطوط جوش
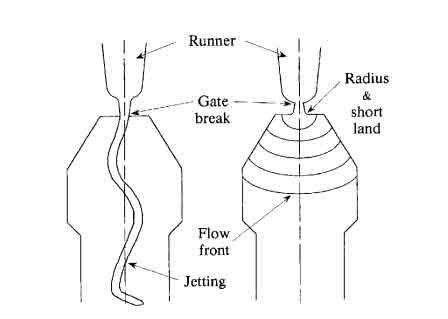
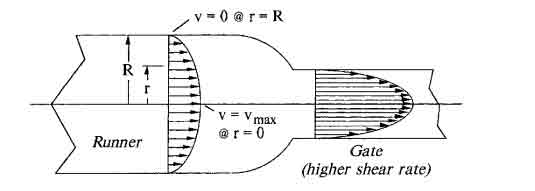
خطوط جوش (یا صفحات جوش) در طول فرآیند پر کردن قالب، زمانی که جبهه جریان مذاب جدا شده و در برخی از مکانهای پایین دست دوباره ترکیب میشود، تشکیل میشوند (این موضوع در شکل زیر نشان داده شده است).
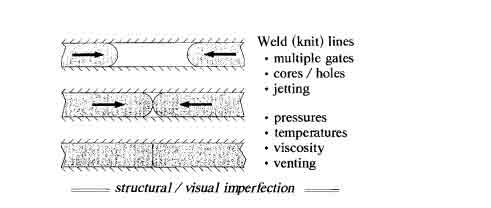
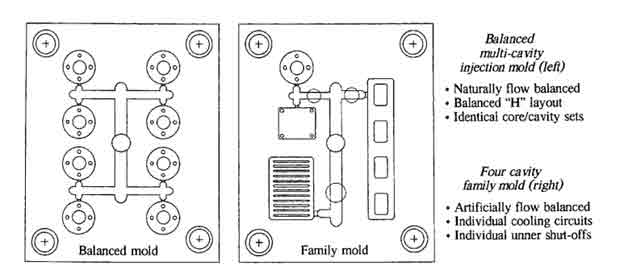
خطوط جوش زمانی تشکیل می شوند که جبهه های مذاب از هم جدا شده و در یک مکان پایین دست دوباره ترکیب شوند. خطوط جوش زمانی که قطعات دارای راهگاه های متعدد باشند، به دلیل جریان در اطراف هسته ها، یا به دلیل پدیده جت شدن، تشکیل می شوند.
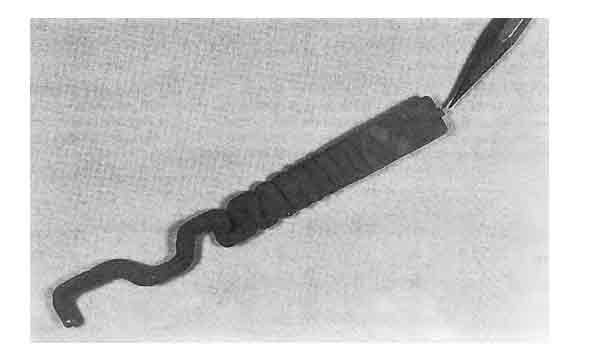
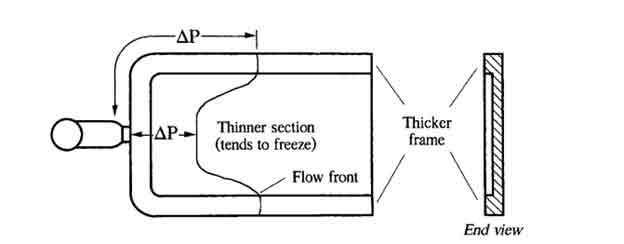
جداسازی یا تقسیم جبهه جریان مذاب میتواند به دلیل هستهها/انسدادها، ضخامت دیواره متغیر (به عنوان مثال، جبهه مذاب جدا شده و به دنبال مسیر بهینه است)، یا انشعاب رانر برای قطعات چند راهگاهی ایجاد شود; پدیده جت کردن همچنین می تواند منجر به تشکیل خطوط جوش روی یک قطعه قالب گیری شود; خطوط جوش مانند ترک هایی در سطح قطعه قالب گیری شده به نظر می رسند.
این ویژگی های ترک مانند اغلب با چشم غیر مسلح قابل مشاهده هستند; و در نتیجه در بسیاری از کاربردها از نظر زیبایی شناختی غیرقابل قبول در نظر گرفته می شوند; اما مهمتر از آن، استحکام مکانیکی موضعی در ناحیه جوش می تواند به طور قابل توجهی کمتر از مقاومت مناطق دور از جوش باشد; این یک نگرانی خاص برای قطعات تحت بارهای دینامیکی است.
وجود خطوط جوش یکی از مهم ترین مشکلات طراحی قطعات پلاستیکی برای کاربردهای سازه ای به دلیل احتمال شکست در ناحیه جوش است.
در حالی که تحقیقات زیادی در زمینه استحکام و ظاهر خط جوش انجام شده است; قوانین سخت و سریع کمی وجود دارد که می تواند برای کمک به طراح استفاده شود; طراح باید تشخیص دهد که استحکام، مقاومت شیمیایی و ظاهر جوش تحت تأثیر موارد زیر است:
- انتخاب مواد
- طراحی قطعه
- طراحی قالب
- شرایط فرآیند پردازش
متأسفانه، تنها تعداد محدودی از داده های طراحی پیرامون عملکرد جوش وجود دارد; بنابراین پیش بینی عملکرد ساختاری و ظاهر قطعات پلاستیکی حاوی خطوط جوش برای یک طراح دشوار است.
این وضعیت با این واقعیت پیچیده تر می شود که شرایط پردازش می تواند تأثیر زیادی بر عملکرد و ظاهر جوش داشته باشد; در حالی که شرایط پردازش مهم است، وجود خود جوش مهم ترین عامل است.
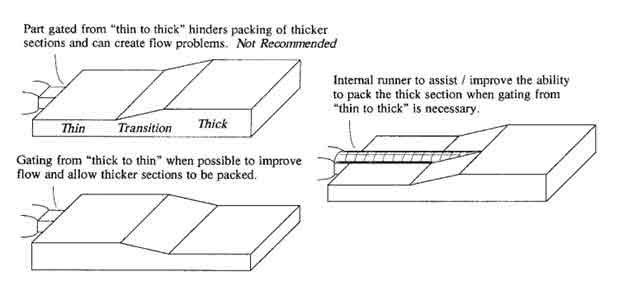
شاید مهمترین قانون طراحی، قرار دادن جوش (ها) در مکانهایی باشد که از نظر زیبایی یا عملکرد نهایی حیاتی نیستند; طراح قطعه می تواند هندسه قطعه، ضخامت دیواره و طرح راهگاه را تغییر دهد تا جوش ها را به طور مناسب قرار دهد.
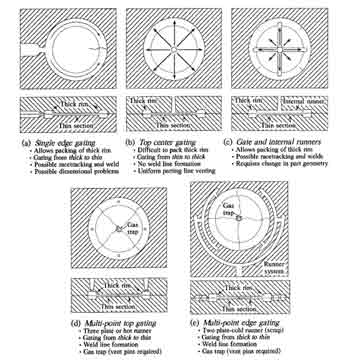
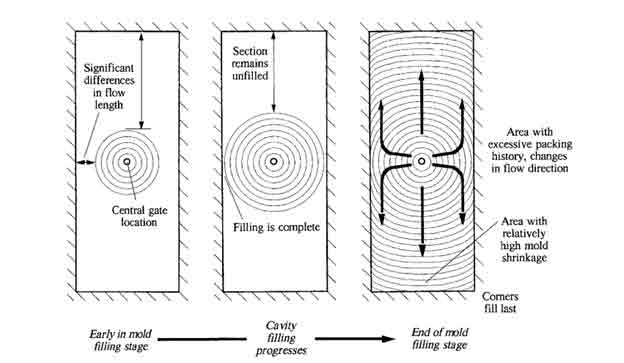
هنگامی که سوراخها به منظور مونتاژ در یک قطعه قالبگیری میشوند; خطوط جوش همیشه نگرانکننده هستند (شکل زیر). برای مثال وقتی سوراخها همراه با اتصال دهندههای مکانیکی استفاده میشوند، تنشهای مربوط به مونتاژ در آن محل مشخص میتواند بسیار زیاد باشد.
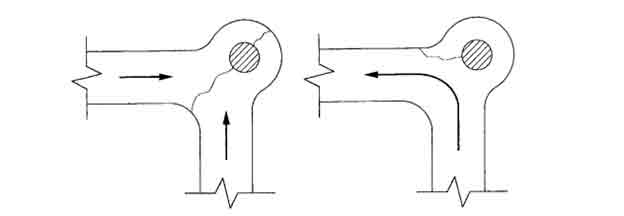
خطوط جوش ناحیه ای را نشان می دهد که در آن یکپارچگی مکانیکی از بین رفته است. این یک مشکل خاص در اطراف سوراخ هایی است که برای اتصالات استفاده می شود.
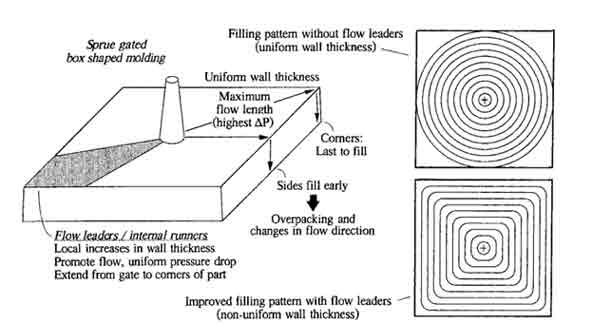
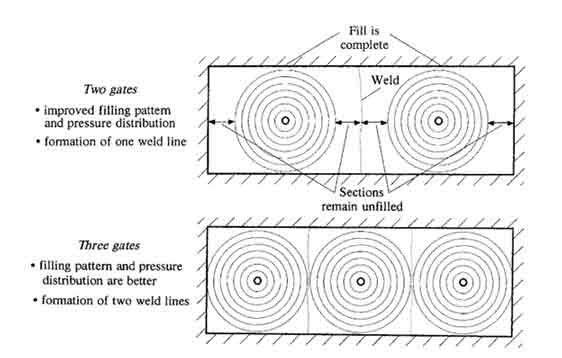
در این کاربردها، طراحان باید اطمینان حاصل کنند که طرح راهگاه انتخاب شده مشکلات خط جوش را به حداقل میرساند. متغیرهایی مانند طول جریان قبل از ترکیب مجدد جبهههای جریان، میتوانند تأثیر قابلتوجهی بر عملکرد جوش داشته باشند، همانطور که در شکل زیر نشان داده شده است.
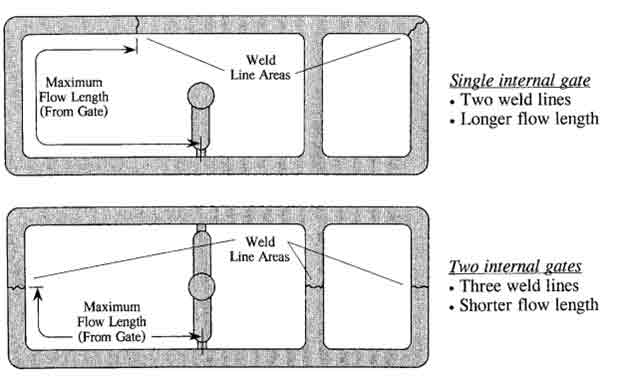
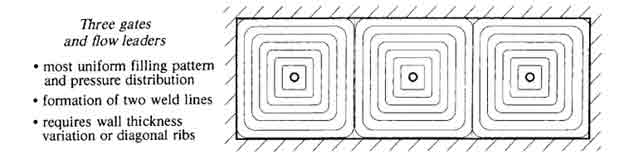
طرح راهگاه که برای یک قطعه استفاده می شود، تعداد و محل خطوط جوش را تعیین می کند; در حالی که شبیه سازی پر کردن قالب به کمک کامپیوتر می تواند برای تعیین مکان خطوط جوش استفاده شود; پیش بینی کیفیت جوش از نظر استحکام یا زیبایی دشوار است.
شاید بهتر باشد تعداد خطوط جوش قوی بیشتر باشد و در مقابل تعداد خطوط جوش ضعیف کمتر باشد; متأسفانه، پیشبینی دقیق تفاوتهای قدرت، اگر غیرممکن نباشد، دشوار است. پیش بینی ظاهر سطح شاید حتی دشوارتر باشد.
بافت سطح قالب، همراه با استفاده از مواد پلاستیکی با رنگ روشن تر، تمایل دارد عیوب سطح مربوط به خط جوش را پنهان کند; و در بیشتر موارد، اما نه همه موارد، می توان از رنگ آمیزی اجتناب کرد; شبیه سازی پر کردن قالب تزریق به کمک کامپیوتر برای کمک به طراح در مورد نگرانی های مربوط به جوش بسیار ارزشمند است.
شبیه سازی پر کردن قالب را می توان برای پیش بینی محل خطوط جوش، حتی برای قطعاتی با هندسه بسیار پیچیده استفاده کرد; پس از انجام آنالیز اولیه، طراح قطعه می تواند هندسه قطعه یا طرح راهگاه پیشنهادی را تغییر دهد تا جوش را در منطقه ای کمتر بحرانی، مدت ها قبل از ساخته شدن قالب، قرار دهد.
در برخی موارد، برنامه های کامپیوتری به تفسیر نتایج شبیه سازی جریان کمک می کنند تا مکان های جوش به طور خودکار شناسایی شوند; در حالی که شبیه سازی پر کردن قالب می تواند برای پیش بینی محل یک خط جوش استفاده شود; آنها به صراحت استحکام و ویژگی های ظاهری خط جوش را نشان نمی دهند.
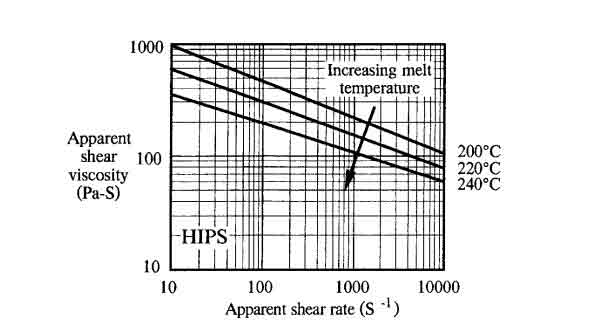
با این حال، اگر طراح متغیرهای خروجی شبیهسازی فرآیند را ارزیابی کند; مانند دمای مذاب یا توزیع دما از طریق ضخامت قطعه در محل جوش، و متعهد به این نکته مرسوم باشد که مذابهای داغ جوشهای قوی تولید میکنند; میتواند ارزیابی کیفی ظاهر/عملکرد جوش را انجام دهد; این به ویژه زمانی مفید است که طراح همبستگی هایی را بر اساس تجربه گذشته ایجاد کند.
شرکت نوآوران علوم مهندسی پویا آماده خدمت رسانی در حوزه های زیر به مشتریان عزیز می باشد.
- طراحی قطعات و قالب های صنعتی
- خدمات قالبسازی علمی ، سریع و ارزان در صنعت تزریق پلاستیک
- ساخت قالب های موقت تزریق پلاستیک
- تولید قطعات پلاستیکی سفارشی
- تولید قطعات پلاستیکی بدون قالب
- نمونه سازی و پرینت سه بعدی
- تولید باکس و بدنه تجهیزات الکترونیکی و پزشکی
- خدمات تزریق پلاستیک تخصصی در تیراژ محدود و نامحدود
- استفاده از نرم افزار MOLDFLOW در تحلیل و شبیه سازی فرآیند تزریق
حوزه های فعالیت شرکت در زمینه های زیر می باشد.
- بدنه پلاستیکی دستگاه های پزشکی
- پنل و باکس نجهیزات الکترونیکی
- بدنه لوازم خانگی
- آرم خودرو
- لوازم تزئینی
- قطعات پزشکی
- لوازم یدکی سفارشی
- اسباب بازی و سرگرمی
- و کلیه قطعات پلاستیکی
شرکت نوآوران علوم مهندسی پویا مفتخر است که با دارابودن مزایا و افتخارات زیر می تواند به بهترین نحو ممکن پاسخگوی مشتریان عزیز در حوزه های مختلف باشد.
- بهره گیری از تجربه کنار تخصص آکادمیک در راستای ارايه خدمات قالبسازی علمی به مشتریان
- تیم مدیریت پروژه حرفه ای
- استفاده از نرم افزارهای مدیریت پروژه
- قالبسازی
- قالبسازی علمی ، سریع و ارزان
- ساخت علمی قالب تزریق پلاستیک
- طراحی علمی، مهندسی و بهینه سازی قالب های صنعتی
- استفاده از نرم افزار MOLDFLOW در تحلیل و بیهنه سازی قالب های صنعتی
- بهره گیری از سیستم CRM و دادن گزارش هفتگی به مشتریان
- قالبسازی و تزریق پلاستیک در یک مجموعه و تحویل قطعه نهایی به مشتری
- تضمین کیفیت قالب های ساخته شده
- کاهش هزینه های قالب سازی با استفاده از تکنولوژی قالب های موقت مناسب برای تیراژهای محدود
- کنترل کیفی تمامی سفارشات در حین تولید
- انتشار دستاوردهای تکنولوژیک در قالب مقالات ISI
- چاپ بیش از ده مقاله ISI در مجلات معتبر دنیا
- یک اختراع بین المللی و پنج اختراع داخلی
- ارتباط مستمر با محیط های علمی و دانشگاهی
- مشاوره در جهت بهینه سازی و کاهش هزینه های تولید.
کاهش هزینه های قالبسازی بر مبنای روش علمی
لازم به ذکر است که شرکت نوآوران علوم مهندسی پویا با ارائه روشی منحصر به فرد با کاهش هزینه های ساخت قالب، خدمات تزریق پلاستیک تخصصی تیراژ محدود را در اختیار مشتریان با قیمت و کیفیت مناسب قرار می دهد.
طراحی قالب های دائم تزریق پلاستیک عموما در هزینه های بالایی امکان پذیر می باشد; اما شرکت ما با کاهش هزینه ها و طراحی علمی قالب های تزریق پلاستیک ٬ توانسته است تا این امکان را در اختیار مشتریان قرار دهد; تا بتوانند با هزینه کمتر بازار هدف را بررسی نمایند ، نمونه خود را به تولید برسانند.
استفاده از نرم افزار MOLDFLOW در تحلیل و شبیه سازی فرآیند تزریق برای طراحی علمی قطعات و قالب های صنعتی در این مرکز صورت می پذیرد.
در ساخت قطعات پلاستیکی قالبسازی سریع و ارزان نقش مهمی در زمان تحویل قطعات ایفا می کند. این موضوع با شبیه سازی های مهندسی می تواند محقق شود. زیرا زمان فرآیند ساخت را به شدت کاهش می دهند.
بر اساس پیشینه علمی شرکت و بهره گیری از کادر علمی مجرب٬ خدمات ساخت قالب تزریق پلاستیک بر مبنای روش قالبسازی علمی ، سریع و ارزان و همچنین طراحی و ساخت علمی قطعات پلاستیکی و تزریق پلاستیک تیراژ محدود به صورت تخصصی در این مرکز ارايه می شود. مشتریان عزیز برای ثبت سفارش از طریق راه های ارتباطی شرکت اقدام نمایند.