
ویسکوزیته برشی در طراحی علمی قطعات HIPS
شرکت نوآوران علوم مهندسی پویا با ارائه خدمات در زمینه طراحی و ساخت قالب های تزریق پلاستیک آماده خدمت رسانی به مشتریان عزیز در زمینه تولید قطعات پلاستیکی با تکنولوژی روز و کیفیت بسیار بالا در تیراژهای مختلف (ارائه خدمات تزریق پلاستیک تیراژ محدود در کنار طراحی قالب های دائم تزریق پلاستیک) می باشد. طراحی و ساخت علمی قطعات پلاستیکی بر اساس خواص و رفتار پلیمر امر بسیار مهمی است که می بایست در طراحی علمی قالب های تزریق پلاستیک مدنظر قرار داده شود. خدمات قالبسازی علمی ، سریع و ارزان به صورت تخصصی در این مرکز در اختیار مشتریان قرار داده می شود. همچنین با استفاده از نرم افزار MOLDFLOW ، تحلیل و شبیه سازی فرآیند تزریق پلاستیک به صورت علمی صورت می پذیرد.
بدون شک، مهمترین ویژگی مواد پلاستیکی، به عنوان یک خانواده عمومی، گستردگی آنهاست.
در راستای ارتقای سطح دانش همکاران و عزیزان در زمینه تکنولوژی تزریق پلاستیک; مطالب زیر در اختیار علاقه مندان قرار گرفته است.
آشنایی با علم پلیمر در راستای قالبسازی علمی ، سریع و ارزان در صنعت تزریق پلاستیک بسیار مهم می باشد. از این رو امیدواریم تا مطالب زیر بتواند به علاقه مندان این صنعت کمک شایانی کند.
بررسی رفتار ویسکوزیته برشی در تولید قطعات HIPS
رفتار ویسکوزیته برشی HIPS که برای تولید خط کش ها استفاده می شود در نمودار شماره ۱ نشان داده شده است.
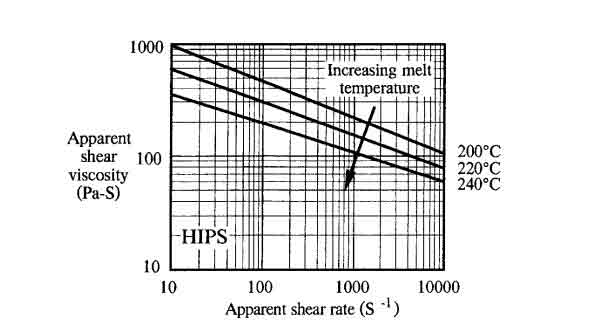
نمودار شماره ۱
نمودار شماره ۱ نشاندهنده رفتار ویسکوزیته برشی برای HIPS می باشد; که برای تولید قطعه خط کش که پیشتر بررسی شد استفاده می شود.
با استفاده از این داده ها، هندسه قطعات ساده شده و شرایط فرآیند (دمای ذوب و زمان پر شدن قالب) پیش بینی می شود ; فشار پر شدن قالب را می توان به روش زیر تخمین زد:
1- شرایط فرآیند را مشخص کنید:
طراح باید شرایط فرآیند ساخت یا قالب گیری قطعه را تخمین بزند. برای این تجزیه و تحلیل، دمای مذاب و زمان پر شدن باید انتخاب شود (برای شبیه سازی کامپیوتری، دمای قالب نیز باید انتخاب شود).
طراح می تواند تصمیمات خود را بر اساس تجربیات گذشته قرار دهد یا بدترین شرایط را برای ایمنی انتخاب کند (مثلاً کمترین دما / بالاترین ویسکوزیته).
در این مرحله، طراح می تواند یک سری محاسبات را به منظور به دست آوردن یک طرح قطعه/قالب که وسیع ترین شرایط را برای ساخت ایجاد می کند ، انجام دهد.
در این حالت، فرض می شود که مذاب در کمترین دمای عمل آوری توصیه شده، 200 درجه سانتی گراد، با استفاده از زمان پر شدن کل 1.5 ثانیه به قالب تزریق می شود. به عبارتی برای قالبسازی سریع می توان چنین شروطی را ذر طراحی اولیه پذیرفت.
2- تعیین حجم قطعات:
حجم کل قالب گیری را می توان با جمع کردن حجم هندسه های مجزا که سیستم رانر و قطعه را تشکیل می دهند به دست آورد:

رابطه سری اول
3- نرخ جریان حجمی را تعیین کنید:
نرخ جریان حجمی مرتبط با پر کردن قالب، Q، برای هر بخش از قالب باید قبل از تعیین افت فشار محاسبه شود. در مورد خاص قالب خط کش تک کویتی، نرخ جریان حجمی در هر بخش از قالب تزریقی معادل است (با فرض مذاب تراکم ناپذیر) زیرا سیستم فقط یک شاخه جریان دارد. سرعت جریان حجمی برای اسپرو برابر با رانر و غیره است.
رابطه سری دوم
در اینجا، نرخ جریان حجم کل، QT، برابر است با حجم کل (سیستم قطعه و رانر) تقسیم بر زمان پر شدن قالب است.
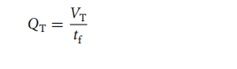
رابطه سری سوم
به عنوان مثال، اگر خط کش در یک قالب دو کویتی متعادل (در حالت تقارن کامل) تولید می شد، نرخ جریان حجمی از طریق اسپرو، حجم کل قالب گیری تقسیم بر زمان پر شدن خواهد بود، در حالی که نرخ جریان حجمی برای هر رانر، راهگاه و کویتی نصف اسپرو می باشد زیرا دو شاخه جریان وجود دارد.
4- نرخ برش ظاهری را تعیین کنید:
ویسکوزیته برشی یک پلیمر تابعی از دما و سرعت برش است (شکل شماره ۱). دمای مذاب HIPS قبلاً 200 درجه سانتیگراد تعیین شده است. با این حال، نرخ برش ظاهری در هر مقطع جریان باید قبل از تعیین ویسکوزیته برشی در هر مقطع از مجموعه منحنیهای ویسکوزیته ظاهری دادهشده در نمودار شماره ۱ تعیین شود.
شکل شماره ۱
شکل شماره ۱ نشاندهنده این مطلب می باشد که مقادیر نرخ برش ظاهری با نرخ جریان و هندسه مقطع جریان متفاوت است.
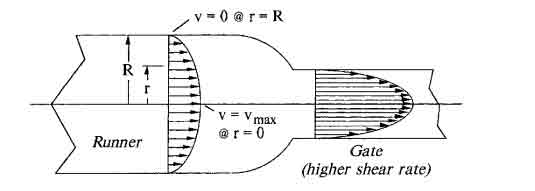
در شکل شماره ۱ نشان می دهد که نرخ برش ظاهری دیوار در راهگاه به دلیل تغییر در پروفیل سرعت ناشی از کاهش سطح مقطع، به طور قابل توجهی بیشتر از سیستم رانر است.
جریان آرام را می توان به صورت جریان لایه ای مانند با سرعت صفر در دیوار و حداکثر سرعت در مرکز جریان نشان داد.
سرعت نسبی این لایه های مجاور منجر به تنش برشی و جهت گیری یا تغییر شکل مولکولی می شود.
این گرادیان سرعت (یا نرخ برش) در نزدیکی دیوارحداقل و در مرکز جریان بیشترین است. نرخ برش ظاهری دیوار را می توان با استفاده از روابط زیر تعیین کرد:
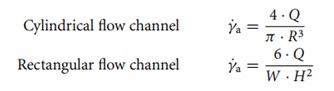
رابطه سری چهارم
نرخ برش نیز با سرعت جریان حجمی و هندسه کانال جریان متفاوت است.
برای مثال، نرخ برش در راهگاه تغذیهکننده قطعه، به دلیل تفاوتهای هندسی، بیشتر از نرخ برشی در رانر است; همانطور که در شکل شماره ۱ در بالا نشان داده شده است.
ویسکوزیته مذاب برای اکثر پلیمرها به دلیل تأثیر آن بر همراستایی مولکولی با افزایش نرخ برش کاهش می یابد (به عنوان مثال، اکثر مذاب های پلاستیکی رفتار جریان شبه پلاستیکی از خود نشان می دهند).
معادلات سری چهارم با فرض یک جریان سرعت نیوتنی (پارابولیک) به دست آمده است.
در حقیقت، پلیمرهای شبه پلاستیکی دارای پروفیلهای سرعتی میباشند; که در مقایسه با سیالهای نیوتنی، نرخهای برشی بالاتر در نزدیکی دیوار و نرخ برش کمتری به سمت هسته دارند.
جدول شماره ۱ خلاصه تجزیه و تحلیل پر شدن قالب همدما
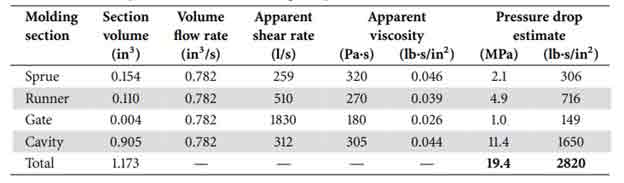
5- تعیین ویسکوزیته ظاهری:
ویسکوزیته برشی ظاهری مذاب پلیمری را می توان زمانی که دمای مذاب و مقادیر نرخ برش ظاهری مشخص شد تعیین کرد.
در این مورد، مقادیر ویسکوزیته برشی ظاهری را می توان مستقیماً از مجموعه منحنی های ویسکوزیته HIPS که در نمودار شماره ۱ نشان داده شده است، گرفت.
حتی اگر دمای مذاب را ثابت فرض کنیم (یعنی 200 درجه سانتیگراد)، ویسکوزیته در هر بخش از قالب متفاوت خواهد بود; زیرا سرعت برش ظاهری دیوار در هر بخش از قالب متفاوت است.
6- تعیین افت فشار:
افت فشار کل، ΔPT، مرتبط با پر کردن قالب، مجموع افت فشار تکی در طول شاخه خواهد بود.
رابطه سری پنجم
اکنون می توان افت فشار تکی را محاسبه کرد; زیرا هندسه ها، نرخ جریان حجمی و مقادیر ویسکوزیته اکنون شناخته شده است.
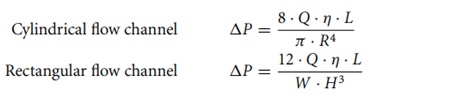
رابطه سری ششم
نتایج آنالیز همدما در جدول شماره ۱ خلاصه شده است; فشار پر کردن قالب با استفاده از معادله سری پنجم تعیین می شود; که نشان دهنده فشار در لحظه پر شدن است، همانطور که در شکل شماره ۲ نشان داده شده است.
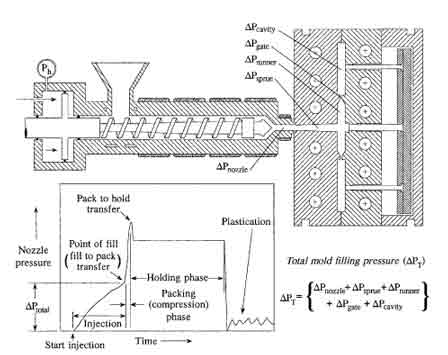
شکل شماره ۲
در حالی که مقدارمطلق تعیین شده در اینجا به وضوح در اشتباه است (به دلیل تعداد زیاد مفروضات); این روش به طراح در تعادل جریان و سایر تصمیمات طراحی از نوع ترند (تصمیماتی که برای عموم توصیه می شود (trending-type design)) کمک می کند.
هر زمان که این گزینه در دسترس باشد، تجزیه و تحلیل پر کردن قالب به کمک رایانه توصیه می شود.
روابط ذکر شده در بالا می تواند در قالبسازی سریع برای قطعات تزریق پلاستیک کمک شایانی کند.
شرکت نوآوران علوم مهندسی پویا آماده خدمت رسانی در حوزه های زیر به مشتریان عزیز می باشد.
- طراحی قطعات و قالب های صنعتی
- خدمات قالبسازی علمی ، سریع و ارزان در صنعت تزریق پلاستیک
- ساخت قالب های موقت تزریق پلاستیک
- تولید قطعات پلاستیکی سفارشی
- تولید قطعات پلاستیکی بدون قالب
- نمونه سازی و پرینت سه بعدی
- تولید باکس و بدنه تجهیزات الکترونیکی و پزشکی
- خدمات تزریق پلاستیک تخصصی در تیراژ محدود و نامحدود
- استفاده از نرم افزار MOLDFLOW در تحلیل و شبیه سازی فرآیند تزریق
حوزه های فعالیت شرکت در زمینه های زیر می باشد.
- بدنه پلاستیکی دستگاه های پزشکی
- پنل و باکس نجهیزات الکترونیکی
- بدنه لوازم خانگی
- آرم خودرو
- لوازم تزئینی
- قطعات پزشکی
- لوازم یدکی سفارشی
- اسباب بازی و سرگرمی
- و کلیه قطعات پلاستیکی
شرکت نوآوران علوم مهندسی پویا مفتخر است که با دارابودن مزایا و افتخارات زیر می تواند به بهترین نحو ممکن پاسخگوی مشتریان عزیز در حوزه های مختلف باشد.
- بهره گیری از تجربه کنار تخصص آکادمیک در راستای ارايه خدمات قالبسازی علمی به مشتریان
- تیم مدیریت پروژه حرفه ای
- استفاده از نرم افزارهای مدیریت پروژه
- قالبسازی
- قالبسازی علمی ، سریع و ارزان
- ساخت علمی قالب تزریق پلاستیک
- طراحی علمی، مهندسی و بهینه سازی قالب های صنعتی
- استفاده از نرم افزار MOLDFLOW در تحلیل و بیهنه سازی قالب های صنعتی
- بهره گیری از سیستم CRM و دادن گزارش هفتگی به مشتریان
- قالبسازی و تزریق پلاستیک در یک مجموعه و تحویل قطعه نهایی به مشتری
- تضمین کیفیت قالب های ساخته شده
- کاهش هزینه های قالب سازی با استفاده از تکنولوژی قالب های موقت مناسب برای تیراژهای محدود
- کنترل کیفی تمامی سفارشات در حین تولید
- انتشار دستاوردهای تکنولوژیک در قالب مقالات ISI
- چاپ بیش از ده مقاله ISI در مجلات معتبر دنیا
- یک اختراع بین المللی و پنج اختراع داخلی
- ارتباط مستمر با محیط های علمی و دانشگاهی
- مشاوره در جهت بهینه سازی و کاهش هزینه های تولید.
کاهش هزینه های قالبسازی بر مبنای روش علمی
لازم به ذکر است که شرکت نوآوران علوم مهندسی پویا با ارائه روشی منحصر به فرد با کاهش هزینه های ساخت قالب، خدمات تزریق پلاستیک تخصصی تیراژ محدود را در اختیار مشتریان با قیمت و کیفیت مناسب قرار می دهد.
طراحی قالب های دائم تزریق پلاستیک عموما در هزینه های بالایی امکان پذیر می باشد; اما شرکت ما با کاهش هزینه ها و طراحی علمی قالب های تزریق پلاستیک ٬ توانسته است تا این امکان را در اختیار مشتریان قرار دهد; تا بتوانند با هزینه کمتر بازار هدف را بررسی نمایند ، نمونه خود را به تولید برسانند.
استفاده از نرم افزار MOLDFLOW در تحلیل و شبیه سازی فرآیند تزریق برای طراحی علمی قطعات و قالب های صنعتی در این مرکز صورت می پذیرد.
بر اساس پیشینه علمی شرکت و بهره گیری از کادر علمی مجرب٬ خدمات ساخت قالب تزریق پلاستیک بر مبنای روش قالبسازی علمی ، سریع و ارزان و همچنین طراحی و ساخت علمی قطعات پلاستیکی به صورت تخصصی در این مرکز ارايه می شود. مشتریان عزیز برای ثبت سفارش از طریق راه های ارتباطی شرکت اقدام نمایند.
دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد :)