
بدون شک، مهمترین ویژگی مواد پلاستیکی، به عنوان یک خانواده عمومی، گستردگی آنهاست. در راستای ارتقای سطح دانش همکاران و عزیزان در زمینه تکنولوژی تزریق پلاستیک ، طراحی و ساخت قالب های تزریق پلاستیک ; مطالب زیر در اختیار علاقه مندان قرار گرفته است. آشنایی با علم پلیمر در راستای قالبسازی علمی ، سریع و ارزان در صنعت تزریق پلاستیک بسیار مهم می باشد. از این رو امیدواریم تا مطالب زیر بتواند به علاقه مندان این صنعت برای ساخت قطعات پلاستیکی کمک شایانی کند. به ادامه بحث تخصصی قالب تزریق پلاستیک با هسته قابل ذوب یا از بین رونده (بخش دوم) پرداخته می شود.
قالب تزریق پلاستیک با هسته قابل ذوب یا از بین رونده (بخش دوم)
پس از ذوب شدن هسته، قطعات باید با استفاده از فلزیاب بازرسی شوند تا اطمینان حاصل شود که ذوب کامل انجام شده است.
سپس آلیاژ فلزی دوباره ساخته می شود تا هسته های “موقت” را برای چرخه های بعدی قالب گیری تولید کند. آلیاژهای فلزی که هسته را تشکیل می دهند باید دمای ذوب نسبتا پایینی داشته باشند تا بخش پلاستیکی در طول عملیات ذوب هسته آسیب نبیند یا دچار اعوجاج نشود.
از سوی دیگر، هسته ها باید قادر به تحمل بارهای حرارتی و فشارهای مرتبط با فرآیند قالب گیری تزریقی نیز باشند.
در عمل، آلیاژهای اوتکتیک قلع – بیسموت معمولا مورد استفاده قرار می گیرند. حتی اگر این آلیاژها دمای ذوب در محدوده ۱۳۸ درجه سانتی گراد داشته باشند، می توان از آن ها برای قالب گیری موادی مانند نایلون های تقویت شده با فیبر شیشه ای در دماهای پردازش تا ۲۹۰ درجه سانتی گراد استفاده کرد.
این امر ممکن است زیرا یک لایه منجمد نازک در تماس با هسته برای حفظ گرادیان دما در ماده پلاستیکی کافی است. به علاوه، گرما از سطح هسته نسبتا داغ به سمت منطقه مرکزی خنک تر هسته منتقل می شود. نتیجه خالص برای یک فرآیند به درستی طراحی شده، دمای سطح هسته است که زیر دمای ذوب هسته باقی می ماند.
هسته نرم و انعطاف پذیر نیز باید بتواند در برابر بارهای مکانیکی مربوط به قالب گیری مقاومت کند. محل طراحی رانر / راهگاه باید برای اطمینان از پر شدن متعادل و به حداقل رساندن پتانسیل آسیب هسته در اثر خمش بیش از حد یا تنش های فشاری بهینه سازی شود.
اگرچه این فرآیند شامل دو عملیات قالب گیری، یکی برای هسته فلزی و دیگری برای بخش پلاستیکی و مراحل ذوب هسته است، می تواند برای تولید قطعات پلاستیکی با هندسه داخلی بسیار پیچیده استفاده شود.
یک مثال از چنین قطعاتی منیفولد ورودی هوای خودرو است که در شکل پایین صفحه نشان داده شده است. منیفولد ورودی هوا از یک نایلون تقویت شده با فیبر شیشه ای قالب گیری می شود. در مقایسه با منیفولد آلومینیوم ریخته گری قالب، بخش نایلون چند مزیت دارد که عبارتند از:
سبک تر از ریخته گری فلزی (۳۰ تا ۶۰ درصد سبک تر از ریخته گری فلزی)
بهبود پرداخت سطحی که منجر به مقاومت کم تر هوای ورودی می شود
ابعاد دقیق بدون ماشین کاری
تمایل به خنک نگه داشتن هوا به دلیل عایق حرارتی
فرآیند قالب گیری هسته از بین رونده زمانی مورد استفاده قرار می گیرد که یکپارچگی ساختاری یک قالب گیری یک تکه مورد نیاز باشد. در کاربردهایی که نیاز به استفاده نهایی کم تر است، تولید هندسه پیچیده با قالب گیری تزریقی دو یا چند بخش مجزا و مونتاژ قطعات با استفاده از یک فرآیند ثانویه مانند جوشکاری اولتراسونیک رایج تر است.
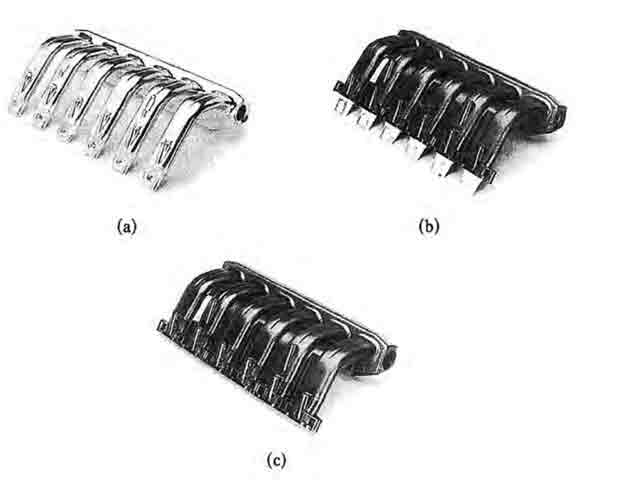
قطعات با هندسه بسیار پیچیده ای را می توان با استفاده از فرایندهای قالب گیری هسته قابل ذوب یا قابل حل تولید کرد. (الف)هسته آلیاژ فلزی با ذوب پایین آماده قرار دادن در قالب؛ (ب)قطعه قالب گیری شده و هسته به صورت یک قطعه از قالب خارج می شوند؛ (ج)قالب گیری پلاستیکی پس از ذوب شدن هسته.
با استفاده از این روش می توان دید جدیدی در طراحی و ساخت قالب تزریق پلاستیک برای قطعات پیچیده را به دست آورد.
دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد :)